











































Inline Mixer and Cooler Slash Liquid Soap Production Time by 50%
Thursday, October 10, 2019
New Solutions to Plant Problems
Problem:
Production rates on existing batch mix tanks were not fast enough to meet the needs of a new product line at a cosmetics company known for fragrances, cosmetics and toiletries. The manufacturer blended ingredients for their new liquid soap products in 3500-gallon jacketed tanks with axial blade turbine agitators. Total batch time, including heating and cooling in the tank, was over two hours.
As production requirements increased, it was necessary to substantially reduce this batch time. The company considered replacing the batch system with a continuous system. This would increase production, but would also reduce the flexibility required for producing the wide line of present and future products.
Batch time in the existing reactors could be reduced by heating and/or cooling the material by installing heat exchangers in the charging and discharging lines. However, by reducing the heat transfer time in the tank, the time the batch was subject to agitation would also be reduced. This would decrease the homogeneity of the batch, particularly the dispersion of aromatic hydrocarbon-based fragrances in the product formulation.
The cosmetics manufacturer then considered augmenting the dispersion capability of the axial blade turbines by adding a high shear mixer to the tank. However, there was a concern that this would increase tank cleaning time between different product runs.
Solution:
The manufacturer installed a plate heat exchanger on the mix tank discharge line and added a high-speed, in-line mixer up-stream of the heat exchanger. The batch now is heated in the jacketed tanks during filling and component addition and is cooled in the plate heat exchanger as the completed batch is pumped out of the tank through the in-line mixer.
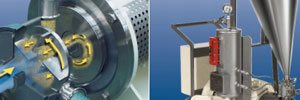
The in-line mixer has a direct drive mixing head using the rotor/stator concept. The rotor consists of four vertical bars mounted on a flat horizontal disc. The rotor is directly coupled to a 25 HP, 3600 rpm motor. Fluid enters the center of the mix chamber and is flung to the outer circumference where it is forced through slots in the stator by both centrifugal force and the mechanical action of the rotating bars. The centrifugal forces, the high speed of the rotor, and the close tolerance between the rotor and the stator result in a high degree of mixing and shear. The mixer is on wheels, with quick disconnect couplings, so it can be easily removed from the line for use in another process tank.
Results:
With the use of the in-line high shear mixer and plate heat exchanger, batch time has been reduced from two hours to one hour and the product consistency has improved. The increased production rate has also allowed the in-line mixer to be tested on other processes. It is now being successfully used for producing cosmetic emulsions and lotions as well as soap. The mixer has processed products with viscosities as high as 25,000 cp.



